
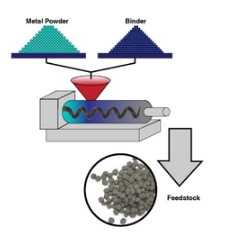
The first stage involves mixing a very fine metal powder with a binding system (polymers, wax, etc.).
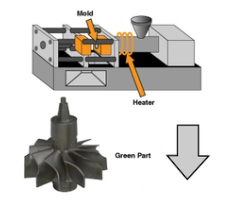
The feedstock is heated and injected into a metal mould using a machine similar to those used for plastic injection.
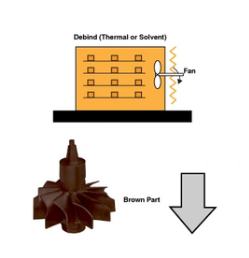
The moulded part then undergoes a debinding stage to remove all or part of the binder.
At the end of this stage, a fragile part called a brown part is obtained.
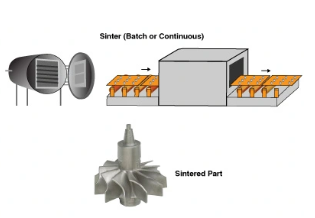
The brown part is heated in a controlled atmosphere (vacuum, neutral gas, etc.) to a temperature close to the melting point of the metal.
It becomes highly densified, with a volume shrinkage of 15 to 20% in general.

The solidified material in the form of small, calibrated pieces constitutes the primary alloy intended for shaping. This step also allows 100% of the molten material to be used, thereby saving resources in an increasingly constrained world.
 Please note that at this stage, the metal alloy is not yet amorphous.
Please note that at this stage, the metal alloy is not yet amorphous.