
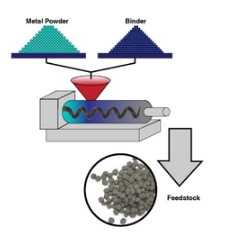
La première étape consiste à mélanger une poudre métallique très fine avec un système de liants (polymères, cire…).
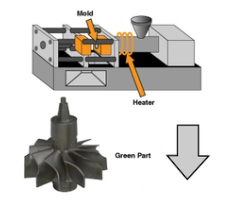
Le feedstock est chauffé et injecté dans un moule métallique à l’aide d’une machine similaire à celles utilisées pour l’injection plastique.
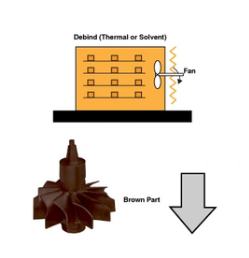
La pièce moulée passe ensuite par une étape de déliantage visant à retirer totalement ou partiellement le liant.
À la fin de cette étape, on obtient une pièce fragile appelée pièce brune (brown part).
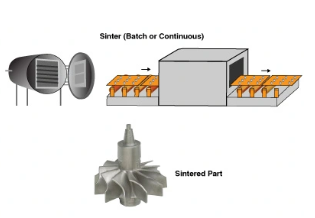
La pièce brune est chauffée sous atmosphère contrôlée (vide, gaz neutre…) à une température proche de la fusion du métal.
Elle se densifie fortement avec un retrait volumique de 15 à 20 % en général.

Le matériau solidifié sous forme de petits lopins de taille calibrée constitue l’alliage primaire destiné à la mise en forme. Cette étape permet par ailleurs d’utiliser 100% de la matière fondue et donc d’économiser des ressources dans un monde de plus en plus contraint.
 Attention, à cette étape, l’alliage métallique n’est pas encore amorphe.
Attention, à cette étape, l’alliage métallique n’est pas encore amorphe.